How Does It Work?
Low
frequency vibrations are used as a carrier to deliver high amplitude
energy to a metal fabrication, or machined part. The heavy vibrations
produce a load that is superimposed on the existing stress patterns
that result in a reduction of peak residual stresses. This produces a
more dimensionally stable product and reduces the random distortion
that often occurs in unstable workpieces.
Are Resonant Vibrations Effective?
Resonant
vibrations have been found to be the most effective means for reducing
residual stresses by vibration. The resonant frequency vibration method
has a much more pronounced stress redistribution compared to the
subresonant (subharmonie) frequency methods. High amplitude resonant
vibrations are very efficient in significantly reducing peak residual
stresses in weldments.

Are There Any Limitations?
There
are some limitations as with any metalworking process. The process is
not recommended for extrusions or severely cold worked items. On very
large, very long or open space frame type structures, the vibration may
need to be applied at several locations, which does require more time.
Very small items in large quantities are more easily treated thermally
in batches. In welding situations where vibration is used during the
welding process, this method is most compatible with SMAW, GMAW and
GTAW welding processes. Other welding practices may present formidable
logistical problems.
What Can I Use It On?
The
process can be used on a wide range of ferrous and non-ferrous metals.
Typical materials are: carbon steels, stainless steel, aluminium, cast
iron, manganese, incolnel, etc. these are a few of the metals that can
be treated in a variety of conditions such as: wrought or cast, forged,
formed, welded, ground, polished or machined.
How Do You Know When It's Done?
As with any treatment process, one must follow a recipe to achieve success. In a thermal process, treatments are governed
by a practice that dictates so many degrees per hour per inch of
thickness. In the vibratory or non-thermal mode, the treatment is
predicated on a time vs. weight basis where the aggregate weight of the
part, including any associated tooling or fixturing attached to the
part, is used to determine the length of time or treatment after
resonance has been determined.
When Can I Stress Relieve A Part?
Parts
may be stress relieved virtually at any point in the manufacturing
process where the part is accessible. The most typical applications
allow for stress relief at key junctures in the manufacturing process,
i.e. after rough machining, boring, grinding, etc. For welded
fabrications, stress relieving can be performed during welding which is
very helpful in preventing residual stress build-up that can cause weld
cracking or distortion of some sections.
Because
the fusion process produces large temperature gradients in a short
period of time, residual stresses are more dynamically active which can
require stress relief during welding, immediately after welding or in
an ongoing program of routine stress relief on a daily basis. As the
time to completion increases for a fabrication, so does the risk of
distortion related problems. Since large magnitude tensile residual
stresses can reduce the fatigue life of welded assemblies, ample
thought should be given to stress relieving all welded assemblies.
How Long Does It Take?
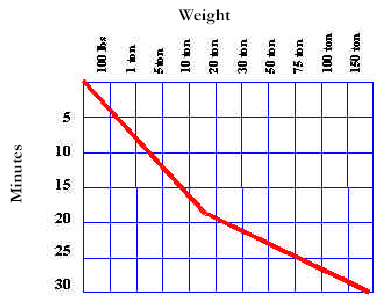
The
actual length of time for treatment is based on weight per each
application. Treatment time can range from a short fifteen minute
period to an hour or more depending on the size of the item an whether
or not it needs to be treated at more than one location.
How Can I Tell When Stresses Have Been Reduced?
The
most direct way, and the most rewarding, is to resolve a basic
dimensional instability problem. This is quite apparent when standard
measurements techniques confirm that the part is now holding dimensions
that previously moved in random fashion. However, in most stress relief
applications, there is no major dimensional problem to overcome and the
part looks the same before and after treatment. What now? Is there any
simple way to tell how well we've done? Unfortunately, no! There have
been some very technically weak and scientifically unsupported methods
promoted over the years that allegedly indicate when stress relief
occurs. Some of these methods claim that motor current changes are a
means to indicate when the part is relieved or that vibration
frequencies change as the stiffness of the part changes due to less
resistance from stress or the part undergoes a vibration frequency
change from an unnatural mode to a natural mode. While we all would
like to see some evidence of change, it just isn't that simple. Real
quantitative proof of stress relief efficiency can be obtained for
virtually any metal using the right analytical tools. Whether you are
using heat, vibration or a cryogenic technique for stress relief, you
should only rely on known and approved analytical methods for
determining when stresses have been reduced. This is very important
because, not only do we need to know the magnitude of the stress
concentration, but we also need to know whether it is tensile or
compressive. There is no simple tool or technique available that can
supply all of these data requirements for a three dimensional object.
Measurement techniques used by researchers are well known and we
strongly support them. We highly recommend x-ray diffraction per ASTM
E915-83, high speed hole drilling with strain gauges per ASTM E837-85
or for ferromagnetic materials, the Barkhausen Noise Analysis method,
for making any kind of determination that stresses have
been reduced.
Is It Difficult To Set Up And Use?
Not
at all! There are a few rules that must be followed and they apply to
all applications. The first requirement is to isolate the workpiece, as
much as is practically possible, so it is free to vibrate. In cases
where this is not possible, the vibration unit must be located as close
as possible to the work area. The unit must be directly coupled to the
workpiece in order to transfer the vibrational energy into the
workpiece. This can be accomplished by using clamps, fasteners or
adaptive fixtures. Once these conditions are met, the part must be
vibrated for a minimum period of time based on weight. Parts can be
vibrated for longer periods without suffering any fatigue damage or
loss of tensile strength. The equipment is designed for ease of
operation and is used both in shop environments and field applications
by your personnel.
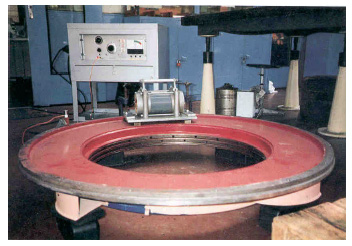
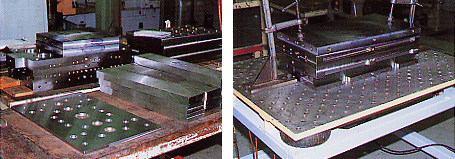
What Size Parts Can I Use It On?
The
“Formula 62” equipment can be used on a wide variety of shapes and
sizes from small castings, shafts, gears, or OEM products to very large
welded machined fabrications that are too large for thermal treatment.
Using a special vibration table designed specifically to hold smaller
parts, the vibration system can be set up right in the production area,
which saves time and makes it possible to treat numerous parts at one
time. The table has a capacity of 2000 lbs. Or 910 Kg., which makes it
ideal for molds, die sets or other heavy workpieces.
Can It Replace Thermal?
In
case where the thermal method is used solely to promote dimensional
stability of the part for alignment purposes, surface integrity or
service conditions, the vibration method can be used as a much more
cost-effective replacement. This method also allows the machinist or
fabricator to treat parts at various points throughout the
manufacturing process that otherwise would be too costly or impossible
to do, due to surface considerations. The thermal stress relief
process, while adequate for many metals, does have some serious
limitations that make vibratory stress relief a far better choice.
For example: AWS D1.1 does not recommend thermal treatment of A514, A517, A709 or Grade 100 material.
Other carbon or low alloy steels may undergo undesirable changes in
microstructure, causing a deterioration of mechanical properties,
cracking, or both. Additional consideration must be given to possible
distortion, oxidation, loss of corrosion resistance or intergranular
cracking that may result from the heat treatment. While the method is
good, it's not perfect.
What About Code?
Many
code-required heat treatments go beyond stress relief and can have a
pronounced effect on the overall performance of the part. In cases
where stress relief and changes in mechanical properties or
metallurgical composition are needed, there can be no substitution.
Existing codes neither endorse nor disapprove of using vibratory stress
relief methods. Questions concerning the possibility of using vibration
in code related cases should be directed to the factory.
|